

|
ピックアップ
- 金型設計とコスト削減
- プラスチック製品 大量生産の様子
- プラスチックの耐候性について
- 光産業のプロダクトデザインについて
- プラスチック素材による3Dモデリングの製作について
- 【設備のご紹介】電子部品製造の際に必要なアース線のカット機
- 先日、ビジネス交流会にて株式会社光産業のブースを出しました!
- プラスチックとは? プラスチック製品の設計方法について
- プラスチック成形-射出成形について
- プラスチック成形 専門 光産業 スクリューの清掃について
- プラスチック成形について
- LED エージング試験を行いました
- 金型の修理について
金型設計とコスト削減
千葉県松戸市にてプラスチック成形・射出成形を専門にて行っております株式会社光産業です。
当社ではプラスチック製品の設計から一貫して対応しております。
また「射出成形 金型」の低コスト化についても取り組んでおります。
プラスチック成形や射出成形の金型についてお困りのことがございましたら、千葉の光産業へお任せください。
本日のピックアップ記事では「金型」についてご紹介いたします。
プラスチック製品を量産する際、金型は必須です。
製品の販売価格を決定する要因のひとつに、この金型の金額等も深く関わりがあります。
金型の金額は、製品設計に大きく依存していると言えます。
例として、「スライド構造」についてご紹介したいと思います。
「スライド構造」は製品に横穴や爪をつけるために必要な構造となっておりますが、こちらの構造を金型に使用することで加工費や材料費が増加します。
またプラスチック製品の製作期間が増えてしまうため、金型を検討する際「スライド構造を減らすこと」がコスト削減につながってまいります。
下記の動画は、「スライドのない製品取り出し」の動画です。
ご覧いただくと、製品を取り出す際に余計な工数がかからず取り出せることがわかります。
比較として、スライド構造の金型の動画をご紹介いたします。
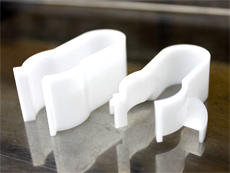
動画の中の緑色の物体がプラスチック製品ですが、「スライド構造の金型」で製作した製品の側面には穴が開いています。
黄色で示されるのは「スライドパーツ」と呼ばれるものです。
射出成形金型では、製品の側面に穴をつくるためにこちらの「スライドパーツ」を設けます。
上記構造のために「アンギュラピン」というガイドパーツ、そして別途「ガイドレール」というパーツの設計や製作も必要となってまいります。
同じ金型でも、「スライド構造」を取り入れるだけで様々な工程が発生し、加工費用はもちろん加工時間も増加するため、製品を短納期でおさめることが困難となります。
また、プラスチック成形の場合は「金型の保護」という観点も忘れてはいけません。
金型を保護するために成形サイクルを早めることができず、結果として納期の短縮化がやはり難しくなります。
上記のように、プラスチック製品の量産をお考えの場合、金型のコスト削減は十分に検討する必要のある内容だと考えます。
光産業では、上記のような「金型のコスト削減」はもちろん、プラスチック成形に関する様々なご相談を承っております。
当社には豊富な製品開発実績があるため、経験に基づいたアドバイスが可能です。
また、「金型のスライド構造」に関しましても、製品の仕様を変更せずに「スライド構造を減らすご提案」が実現可能です。
プラスチック成形や射出成形金型に関する低コスト化・短納期等のご相談は、千葉県松戸市の光産業までどうぞ。
プラスチック製品 大量生産の様子
こちらはプラスチック製品を大量に生産している様子です。
時代が進むにつれて製造現場も電子制御化が盛んです。
機械は良品も不良品も選別することなく製造しますが、その分最後に検査して合格印を押す、検品の工程に多くの人員を配置できるようになります。
このように製造工程の自動化を進めることで、結果的に全体の品質が向上いたします。
プラスチックの耐候性について

千葉県松戸市にてプラスチック成形・射出成形・3Dモデリング等を行っております株式会社光産業です。
本日は、プラスチックの耐候性についてご紹介いたします。
プラスチックは腐らない、割れないと一般的に思われがちですが、実はプラスチックも時間とともに劣化が進行し、思い通りに使用できないようになります。
プラスチックの中にもポリエチレンやポリカーボネート、ポリ○○○やポリ△△△など数多くの種類があり、それぞれに優れた特徴と劣った性質を持っています。
想像できないと思いますが、水ですら弱点とするプラスチックもあるんですよ。
なかでも特に強力なのが紫外線です。
プラスチックの中には酸に強い物もあれば、アルカリに強い物、油に強い物など様々な耐性を兼ね備えていますが、紫外線による劣化を防ぐためには添加剤などで素材を強化しないとなりません。
洗濯ばさみがバチーン!と割れて指を挟んだという経験をされた方もいると思いますが、それは紫外線による経年劣化なんです。
プランターも同じ材質である事が多いですが、おそらく耐候性のある添加剤を使って成形している事が多いと思います。
人もプラスチックも日焼け対策が必要なんですね。
プラスチック成形に関するご質問や素材のご相談等がありましたら、
是非光産業へご相談ください。
光産業のプロダクトデザインについて

千葉県松戸にてプラスチック成形や射出成形等を行っております株式会社 光産業です。
光産業のプロダクトデザインについてご紹介いたします。
光産業では、これまで培った技術を応用し、製品の企画やデザイン、製作を行っております。
試作や量産、組立はもちろん、出荷まで承ります。
当社のプロダクトデザインは、お客様の利益を考え、コストパフォーマンスが最も良い製造方法や、量産化の際に効率の良い製品の構造をご提案致します。
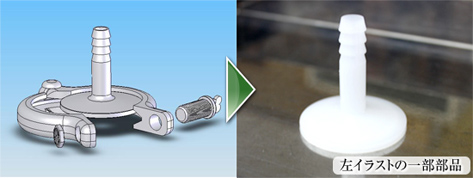
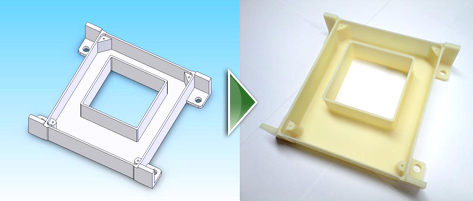
こちらのお写真は弊社にてプロダクトデザインを行いました製品です。
製作方法のご相談や、デザインの構想がございましたら、是非ご相談ください。
プラスチック素材による3Dモデリングの製作について
光産業では、お客様から頂いた3Dデータをもとに切削加工を行い、実物モデルを製作することが可能です。
製作の際には射出成形品と同じプラスチック素材で製作を致しますので、機能試験や形状確認などにご活用いただけます。
3Dモデリングは機能試験や形状確認を行うための試作品などを製作するのに、とても適した方法です。
1個からお作りできますので、試作品としての製作はもちろん、治工具などの1点ものやオリジナル製品の製作をお考えの方は、是非ご相談ください。
また、3Dモデルの製作後は、そのまま同じデータを利用し射出成形での量産も可能ですので、形状確認を行った後に量産をご希望する際は当社までご相談ください。
 |
 |
| MDX-40A | 3Dモデリング |
3Dイラストと実物モデル
  |
下記は、当社が加工可能な材料一覧です。
| ABS(エービーエス) | 表面の美観に優れる。また、印刷特性にも優れる。 |
|---|---|
| PC(ポリカーボ) | 汎用エンプラでは唯一透明なプラスチック。 耐衝撃性が特に優れている。 |
| POM(ポリアセタール) | 摩擦摩耗特性に優れ、長時間の摺動特性に優れています。 |
| PBT(ポリブチレン・テレフタレート) | 絶縁性が熱可塑性樹脂の中では最も高いプラスチック。 |
| PMMA(アクリル) | 一般ガラスよりも透過率が良いプラスチック。 切削加工の場合は曇りガラスのようになります。 |
| PA(ナイロン) | ガソリン・オイル等の有機溶剤に対して、優れた耐性がある。 食品衛生性(食品衛生法に適するプラスチック。) |
【設備のご紹介】電子部品製造の際に必要なアース線のカット機
こちらは電子部品を製造の際、必要となるアース線のカットを行う機械の動画です。
株式会社光産業では生産性の向上を図るため、こういった治具や装置の製作も行っております。
先日、ビジネス交流会にて株式会社光産業のブースを出しました!

千葉県松戸にてプラスチック成形を行っております、株式会社光産業です。
先日、普段お世話になっております足立成和信用金庫様からお話をいただき、「ビジネス交流会」へ出展し、ブースを出しました!
近隣の足立区や葛飾区、江戸川区等の多くの中小企業の方々と様々なお話をすることができ、大変有意義な時間となりました。
これを機会にこれからもこういった交流会等での当社のアピールを増やしていこうと考えております。
今回の交流会の良かった点や悪かった点等をよく考え、今後へ活かし「PDCAのC」について進めていきたいと思います。
交流会の際、ご対応をいただきました多くの企業様・運営関係者様、大変お世話になりました!今後とも宜しくお願いいたします。
プラスチックとは? プラスチック製品の設計方法について
■プラスチックとは?

JIS規格で「高分子物質を主原料として人工的に有用な形状に形作られた固体である。ただし、繊維・ゴム・塗料・接着剤などは除外される。(JIS K 6900)」と定義をされています。
当社ではプラスチックの製品を設計開発から成形・加工まで一貫して行っております。
プラスチックは大きく熱可塑性樹脂、熱硬化性樹脂に分けられ、光産業では「熱可塑性樹脂の成形加工」を得意としております。
熱可塑性樹脂は溶かすことによって、何度も形を変形させることが可能です。
熱硬化性樹脂は熱を加えると硬化し、再度溶融して使用することができないといった性質があります。
■プラスチック製品の設計方法について

1.製品の企画:
制作を行いたい製品のスケッチ等、構想をまず最初に練ります。「こういった形の物を作りたい」「こういった用途の製品を作りたい」等
2.CADによる設計:
CADによって、制作を行う製品の図面を作ります。
その際、勘合部について注意をする必要があります。Φ10の穴には、棒をΦ9.8〜9.9のように小さめに設計を行います。
また金型から離型しない構造では製品を作ることができないため離型方法についても注意しながら設計をします。
抜き方向を考慮しないことでスライド機構が余計に必要になる、冷却機構が難しくなる等のリスクがあり、金型コスト増や成形品の寸法不適合・外観不良などの要因になるのでこちらも注意が必要です。
3.材料の選定:
プラスチックには数多くの種類があり、耐衝撃性・耐薬品性・耐熱性・難熱性・コスト等、制作する製品の用途やコンセプトに合ったものを選択します。
4.金型の製作:
製品を寸法・外観共に効率良く安定して作るには、プラスチックの収縮率や成形品の抜け勾配、パーティング面、冷却構造、ゲート位置 構造・取数等について、検討する必要があります。
5.プラスチックの成形:
金型の製作が完了したら、次は成形となります。
流動性が良いプラスチックは、充填スピードを早くすると共に金型温度を低くキープし冷却時間を短くすることが可能ですが、アクリル・ポリカーボネートなど流動性が悪いプラスチック材料は
流動性を良くするため金型の温度を高くし、ゆっくり充填する必要があります。
また、金型温度が高いため、冷却・固化に必要な時間も増えるのでハイサイクル成形は不可能です。
プラスチックには親油性プラスチックと親水性プラスチックがありポリエチレンなどのオレフィン系樹脂は乾燥をさせる必要がありませんが、ナイロンなど水を含みやすい樹脂については予備乾燥が必要です。
このように乾燥温度や乾燥時間もプラスチック材料により変わってくるため、状況によっては設備も変更することとなります。
今回ご紹介した内容はあくまでも検討事項の一部に過ぎません。
当社では、開発から成形までを一貫してご提供・サポートします。お気軽にご連絡下さい。
プラスチック成形-射出成形について
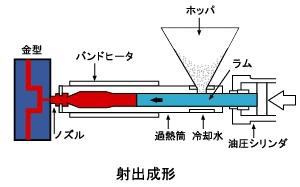
プラスチック成形専門の光産業です。今日は射出成形について掲載をします。
射出成形はプラスチック成形の中でもよく行われる技術です。
寸法精度も高く、量産もできるため当社でも多くの製品に使用しております。
右記説明図のように加熱溶融をしたプラスチックの材料に圧力をかけ、金型へ押しこみ冷却固定させた後、成形品を取り出すといった製造方法です。
光産業では下記写真のような検査台の上で人間の目で全て検査を行った後にクライアント様へ出荷をしております。
一定の品質を保つため、こういった目視の検査・多重チェックはとても重要です。

【射出成形の製品例】

金具をプラスチックの内部に一体で成形を行う方法を
インサート成形と言い、光産業ではこういった成形品も多く扱っています。

こちらはモータードライブ成形によって作ったネジ製品です。
プラスチック成形-射出成形なら専門の当社に是非お任せ下さい!
まずはお気軽にお電話・FAX若しくは当サイトメールフォームよりご連絡ください。
プラスチック成形 専門 光産業 スクリューの清掃について

当社で行ったスクリューの清掃についてご紹介をします。
こちらの清掃は高温のスクリューを扱うため、火傷などに気を付けながら行う必要があるので緊張します。
写真の先端の部分がプラスチックを溶かし、練り、金型に流し込む作業を行います。こちらのスクリューは200度以上の高温で焦げたプラスチックが付きやすく、そのため製品の表面に黒い点が出てしまいます。そして、この黒点は外見の不良で最も多くあります。
今回はこの焦げを無くす作業を行っており、スクリューを300度にまで上げて行うため非常に高温で大掛かりな作業です。
半日がかりで清掃作業を行います。しかし安定して、高品質な製品を製作し続けるためにはこういった日々の清掃やメンテナンス作業は欠かせません。
光産業では常に万全な状態で製造できますよう、製造環境を整えております。
射出成形やプラスチック成形、POM加工、部品加工なら当社までお任せ下さい!
プラスチック成形について
当社ではプラスチック成形による様々な部品加工を行っております。
プラスチック成形方法は、射出成形、モータードライブネジ成形、インサート成形、プラスチック溶着とございます。
成形素材はABS、PP、PE、PS等、汎用プラスチックとPC、PBT、PPE、TPE、POMといったエンジニアリングプラスチックです。
品質検査や簡易組み立て作業も行っており、製品の製図やモデル製作、金型製作、成形から検査、組立、発送まで一貫対応致しております。
クライアント様のご要望にマッチした生産体制のご提案が可能です。プラスチック成形に関するご相談等・ご連絡、お待ちしております。
お気軽にお問合せくださいませ。
LED エージング試験を行いました

千葉県松戸にて射出成形・プラスチック成形を行っております光産業です。
先日、弊社の場内で「LED エージング試験」を実施しました。
温度に弱いLEDを一つのか所に集め、48時間という長時間、点灯耐久の試験を致しました。さらに、抜き取りで恒温槽にて80℃まで加熱して点灯の試験も実施。
こういったLEDは東京都内を中心にイルミネーションとして輝いていく予定です。
冬の風景にはやはりイルミネーションが重宝されます。
多くの方々にLEDイルミネーションの輝きを問題なく、ご覧いただくためこういった試験はとても重要です。
今回の試験はとても良い経験となりました!都内でイルミネーションを見かけたら、この耐久試験を思い出すでしょう。
金型の修理について
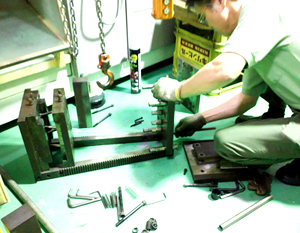
射出成形・プラスチック成形専門の光産業です。こちらは先日移管されて来た金型の修理の様子です。
移管型の受け入れ時に大体始めに行う作業です。 多くの移管型は管理があまり良くない状態でやってきます。
それを一旦バラして清掃、部品交換等メンテナンスを行います。金型は管理状況によって大きく寿命が変わってきます、メンテナンスは欠かせません!
お仕事を頂戴できる幸せを感じながらも、こういった金型の管理をしないように肝に銘じて頑張ります!
光産業ではプラスチック製品の開発から量産までを一貫生産にて行っております。お気軽にお問い合わせ下さい!
